What Is Our Quality Control?
The Amfori-BSCI, FSC, Alibaba Gold Plus Supplier, and other organizations have currently certified Acelion as a standard-setting and socially responsible manufacturing firm. We will thoroughly examine and test every step of the order's operations.
With no special requirements from our customers, all our production processes follow a uniform standard to achieve the appropriate level of quality and inspection criteria. Below is a list of some of the most significant standards for your reference:
Raw Materials
The supplier must produce frequent test results, at least once a year, to ensure that all raw paper, ink, printing oil, adhesive film, etc. meets environmental criteria. The ink will remain stable under 800mm eye distance throughout the current manufacturing process and the finished goods inventory.
Production
1. Ink
The ink color specified on the customer's color sample or on the signed sample must be used. The ink color must be consistent, and variations in density and hue across batches of the same color must be kept to a minimum. Excellent ink retention; rubbing with a finger doesn't remove any of the ink.
2.Registering and Aligning
According to the signed sample, registration mistakes should be kept under control while maintaining word meaning and design purposes. The cards' front and back must line up.
3. Text and images
The text and visuals that are printed must adhere to the product specifications in full, without missing any parts. The printing must be strong, clear, and error-free. All typefaces must be error-free, have readable bar codes, and the right values.
4. Varnish
Varnish specifications must match the print registration and be in compliance with the approved sample or client request. The thickness of the oil layer is moderate, with no unevenness at 500mm viewing distance. The oil layer should protect the printing without revealing the bottom of the paper and without beading. The product should have good tear and abrasion resistance after UV coating.
The finished product must be dry, clear, adhesion-free, streak-free, and ink-free after varnishing. In the rubbing test, there isn't any visible color loss either.
5. Lamination
The bonded PP or PE sheet does not wrinkle during lamination. After lamination, the product's primary view should be free of air bubbles and other imperfections that are larger than 0.3mm. For half an hour after lamination, the ink layer may be torn up by slowly and evenly ripping the film. There can be no contamination or other pollution brought on by dissolved ink; the product must be dry and clean.
6. Die-cutting
The design should be symmetrical, the die-cutting size should be accurate, and the printing registration error is within acceptable bounds. There should be no ripping of the product's components within the parameters, picks flushes or gates should be sanded smooth. The product must also be spotless and free of pollution.
7. Hot and matte stamping
The metal material should be firmly attached, and the metal should not fall off when torn quickly with the adhesive tape (excluding the small white letter area). The embossing must be flawless, clear, and free from flaws or blindness. No blistering or burning is permitted, and the stamping temperature is mild. Stamping registration is precise, and error control is within acceptable bounds.
8. Embossing and debossing
Both embossing and debossing should have complete, crisp, and non-bursting patterns that are gently and uniformly depressed. They are accurately registered, and error control is within acceptable bounds.
9. Adhesive
The box and the booklet should be glued with the right amount of glue, no internal or external leakage of glue is allowed. After gluing, the bonding is firm and the torn fibers are visible at the bonding area after 10 minutes. Scratches and soiling will not be permitted on the goods. Additionally, the final items are square and parallel.
10. Cleanliness
At a 500mm viewing distance, the primary components of all items are clean, and has no impact on the clarity of the text or the aesthetics of the design. All items have not been tainted in any way by oil, fingerprints, or footprints.
Packing
Before packing in bulk, we need to confirm that the first deck is packed correctly. The cards, boxes and packages should be packed according to the required quantity and weight, no mixed plates or mixed packages are allowed. Also, they must be arranged in the order and direction required by the customer.
It is important that the contents within the box should remain level and undamaged throughout shipping, thus it is necessary to use liner paper and cushioning board while packing.
The packed box should not be obviously empty on the inside, too loose, or too tight. Inspector codes, client names, product names, requirements, quantities, manufacturing factories, production dates, etc., all need to be clearly written or labeled on the exterior packaging box.
The packed box should not be obviously empty on the inside, too loose, or too tight. Inspector codes, client names, product names, requirements, quantities, manufacturing factories, production dates, etc., all need to be clearly written or labeled on the exterior packaging box.
The stacking of goods must meet the requirements of the standards, and to ensure that the products in the box intact. Store them in a cool, dry place and avoid direct sunlight, and stacking them high.
Quality Control Process
Our quality checks are ongoing and cover the whole manufacturing process. Our QC team acts as the process's leader, coordinating the efforts of several other teams, including Production, Programming, and Customer Service.
Quality Control Standards
Our QC division employs trained professionals to conduct thorough inspections of all of our products. We provide two distinct quality assurance methods for various products:
1. Full inspection
The procedure consists of three separate checks: a sample inspection after printing, a thorough inspection before slitting, and a thorough inspection before packaging.
2. Sample inspection
The process includes random inspection following printing, random inspection following completion, and comprehensive inspection prior to packaging. Each time, 10% of all decks will be randomly selected for a sample examination.
3. Criteria for Quality Control
This criteria is appropriate for both full and sample inspections:
- Correct printing – color conforms to the color label or signed sample, no paper errors, printing contenterrors, defects, blurred plates, missing prints, The size and the registration are correct.
- Clean and tidy layout – no oil, water, handprint, dragging, sticking, dirt, etc.
- Excellent surface quality – no glue roll marks, wrinkled paper, blistering, breakage, paper splash, glue bleeding, spillage, etc.
- Excellent molding quality -has accurate die-cutting, good abrasion resistance and firm bonding. No wrinkled paper, bursting of lines, damage, skewing, misalignment, shaking of lid, etc.
- Correct order and direction – the cards are arranged in the correct order, the boxing direction is correct, the instructions are placed in the correct direction, etc.
Our Quality Testing Lab
1. MIT Paper Folding Resistance Tester & Paper Bending Stiffness Tester
Both the paper's stiffness and its ability to withstand repeated bending and folding may be evaluated with the help of these two devices. They are crucial to the cards' experience, safety and durability.
2. Ink Decolorization Tester
This machine can be used to check how well printed ink and coating resist wiping off and losing their original color after being repeatedly rubbed. To the product's enjoyment, safety, and longevity, it is crucial.
3. Constant temperature & humidity tester
Paper and printing quality are affected by environmental factors including temperature and humidity. This apparatus can evaluate the response of paper and ink to a range of environmental conditions, including temperature and humidity.
4. Box Vibration Tester & Box Drop Tester
When evaluating packing for its use in shipping, these two devices are crucial. To thoroughly examine the structural strength of products and the protective ability of packing, a box drop test is used to replicate the phenomena of workers throwing goods during loading and unloading, and a box vibration test is used to model the bumpy environment of goods in transportation.
Third-Party Inspection And Testing
For orders of 200 decks or more, customers are always welcome to view their orders at any stage, whether it's to double-check the ink color before printing, in the middle of manufacturing, before packaging, before receiving, etc.
In the meantime, once all quality inspection procedures and standards have been met, our QC department will provide a QC report and then deliver it to you with the goods.
Moreover, we support the testing of raw materials and products through third party organizations, including EN71, CE, ASTM, REACH, CPC, CPSIA, CCPSA, etc. All information and products are provided with our assistance, and you only need to pay for the corresponding testing fees.
We use the testing mode of “one product, one certificate”, all product certificates are based on the evaluation of a particular one and are only applicable to the sample being tested. Also, testing standards and fees vary from product to product. For more information about testing and certificates, please contact us.
Relevant
- Design Guide
- Brief Introduction To Acelion's Designer
- How To Fast Design A Deck Of Cards?
- How To Set The Canvas?
- How To Add/Edit Text?
- How To Edit The Images?
- How To Upload Local Images?
- How To Set The Background Of The Card?
- How To Design Special Finishes?
- How To Use Masks For Playing Cards?
- How To Use The Downloaded Template Files?
- Printing Guide
- Brief Introduction To Acelion's Printing
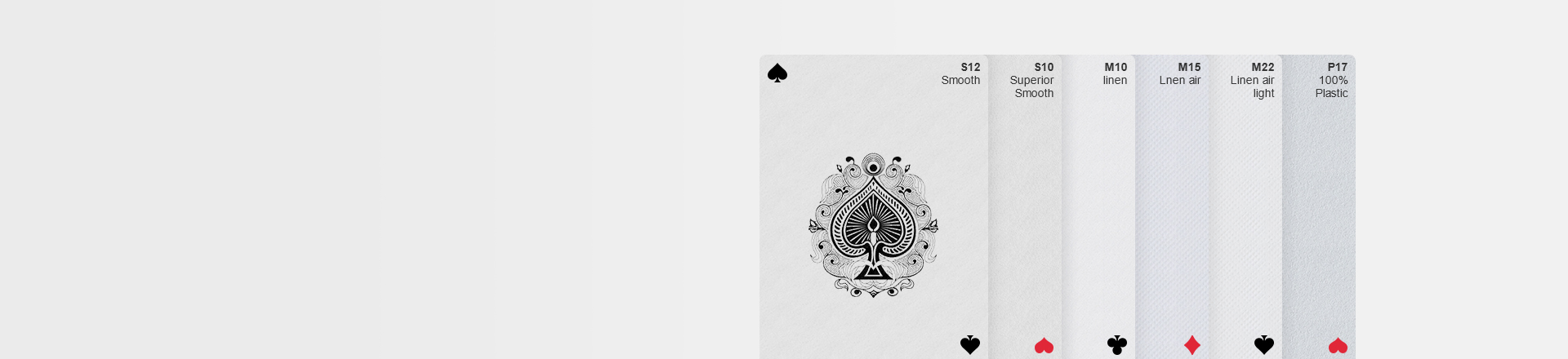
- How To Choose Your Cardstock?
- How To Select Your Finish?
- How To Upload Your Files?
- How The Press Runs?
- What Is Our Quality Control?
- Order Support
- After Sales Service Policy
- FAQ
- FAQ
- Our Company
- Blog
- Help Center
- Privacy Policy
- Contact Us
- Terms & Conditions
- Return Policy & Guarantees
- About Us
- Online Design
- Custom Playing Cards
- Custom Game Cards
- Custom Flash Cards
- Custom Tarot Cards
- Custom Oracle Cards
- Custom Box Packages
- Custom Booklets
- Black Core Cards
- Your Account
- My Account
- Order Center
- My Programme
- My Cart
- Subscribe To Us
- Enter your email address to stay
- updated with us and receive
- exclusive member-only offers!
- SUBSCRIBE NOW AND GET 5% OFF